Rund 100 Tonnen Wäsche werden am Augsburger Standort von Greif Textile Mietsysteme täglich bearbeitet. Scannersysteme, die an den Steigstrecken der Faltmaschine angebracht sind, sorgen für eine effiziente und zuverlässige Qualitätskontrolle.



Kameras auf Fehlersuche
Als Franziska Steinbichler im Jahr 1922 in Augsburg eine Bügelei eröffnete, konnte sie noch nicht ahnen, dass sich aus ihrem kleinen Handwerksbetrieb einmal ein Dienstleistungsunternehmen entwickeln wird, das mit seinen Niederlassungen und Partnern in ganz Deutschland rund 200 Tonnen Wäsche täglich bearbeitet. Betritt man heute das Unternehmensgebäude von Greif Textile Mietsysteme in Augsburg, erinnern nostalgische Bügelmaschinen und schwere gusseiserne Bügeleisen als dekorative Elemente im Treppenhaus des Unternehmens an die Anfänge der Firmen- und Familiengeschichte. Heute führt Walter Greif jun., der Enkel von Franziska Steinbichler, das Unternehmen.
Hotelwäsche (Tisch-, Bett- und Frotteewäsche), Berufskleidung, Schmutzfangmatten und Handhygiene sind die einzelnen Servicebereiche des Dienstleisters. Das Netz aus Niederlassungen und Servicestützpunkten im gesamten Bundesgebiet soll eine zuverlässige und flächendeckende Bearbeitung ermöglichen. Allein am Standort Augsburg werden täglich rund 100 Tonnen Wäsche bearbeitet, zu Spitzenzeiten sogar noch mehr. „Wir sind der größte Einzelbetrieb in Deutschland und Marktführer in Bayern bei textilen Mietsystemen für Hotellerie, Gastronomie, Industrie, Handwerk und Gewerbe“, erklärt Betriebsleiter Günter Schäfer. Damit die nach Angaben des Unternehmens mehr als 10.000 Kunden die rund sieben Millionen Wäschestücke just-in-time und in bester Qualität erhalten, muss man sich zu 100 Prozent auf die Technik verlassen können. Der Maschinenpark in den Hallen der Augsburger ist daher auf dem neuesten Stand. „Wir müssen uns ständig weiterentwickeln,“ sagt Betriebsleiter Günter Schäfer. Darum ist er auch ständig auf der Suche nach neuen Lösungen, die den Arbeitsablauf effizienter machen und die Qualität verbessern. Aus diesen Überlegungen heraus entstand auch die Idee, ein Scannersystem für Mangeln anzuschaffen.
Schäfer hat daher Scannersysteme verschiedener Hersteller getestet. Im April 2007 installierten Mitarbeiter von Hebetec, Gussenstadt, ihre Lösung an zunächst einer Mangel. Nach dreimonatiger Testphase war die Wäscherei überzeugt. Heute sind insgesamt vier Scannersysteme des Unternehmens im Einsatz. Weitere Installationen in den Niederlassungen sind geplant.
Seit der Einführung des Systems ist der Platz auf der Steigstrecke der Faltmaschine verwaist. Hier saß früher ein Mitarbeiter, der Wäschestück für Wäschestück auf Fehler kontrollierte. Nach einer halben Stunde wurde gewechselt, war die Arbeit doch ermüdend für die Augen und außerdem aufgrund der Wärmeentwicklung der Mangel auch sehr anstrengend.
Heute sind auf der Steigstrecke Kameras montiert, die jedes Teil scannen, bevor es gefaltet wird. Sobald das System ein beschädigtes oder verflecktes Teil erkennt, wird ein Signal zur Unterbrechung der Faltung gegeben. Das System funktioniert mit hochauflösenden Kameras, die einen Schwarz-Weiß-Balken scannen, der unmittelbar über den Bändern der Faltmaschine installiert ist und über die Wäsche geführt wird. Elektronisch kontrolliertes und fluoreszierendes UV- und Weißlicht erleuchtet den zu scannenden Bereich. Wenn ein Teil den Schwarz-Weiß-Balken passiert, wird zuerst der schwarze Balken auf beschädigte Ware und danach der weiße Balken auf verschmutze Ware gescannt. „Die Änderungen des Umgebungslichtes werden erkannt und automatisch korrigiert,“ erklärt Ralf Schröder, Geschäftsführer von Hebetec. Auch die verschiedenen Farben der zu scannenden Wäschestücke werden erkannt und automatisch korrigiert.
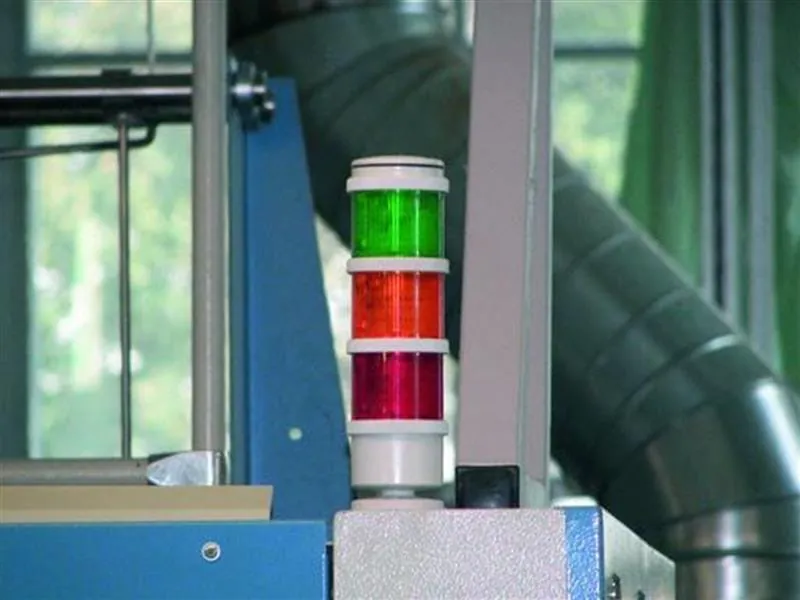
Sobald ein verschmutztes oder beschädigtes auftaucht, wird dies durch das installierte Ampellicht angezeigt. „Grün bedeutet, das Teil ist in Ordnung, rot und gelb heißt, das Wäschestück wird aussortiert weil es entweder einen Fleck oder ein Loch hat,“ erläutert Schröder.
Der Monitor, der neben der Maschine angebracht ist, dient dem Mitarbeiter als Kontrolle. „Anwendbar ist es bei allen einfarbigen Textilien, egal welche Materialbeschaffenheit die Ware hat. Bunte und gemusterte Designs können jedoch nicht gescannt werden,“ sagt Schröder.
„Die Installation des Sytems ist aber nicht nur aus Qualitätsüberlegungen heraus interessant“, weiß der Geschäftsführer. „In einer großen Wäscherei kann sich das System schon nach einem Jahr amortisieren. Aber auch für kleinere Betriebe sind die Anschaffungskosten stemmbar.“
Entwickelt wurde das System von Dr. Firouz Pouya, MIC Elektronics, in Großbritannien. Dort ist das System bereits verbreiterter als hierzulande. Als Schröder die Installation des Scannersystems in einer Wäscherei auf Zypern verfolgte, war er schnell überzeugt. Ralf Schröder und Thomas Herrmann, Geschäftsführer von Hebetec, vertreiben die Anlage seither auch in Deutschland, Österreich und in der Schweiz. „Derzeit sind zehn Systeme in fünf Wäschereien im Einsatz,“ sagt Schröder.
Mit dem Resultat ist Betriebsleiter Schäfer zufrieden: „Das System sieht alles“, sagt er. Das muss es auch, damit das Unternehmen die selbstgesteckten Ziele erreichen kann. Ein durchgängiges Qualitätskonzept vom Wareneinkauf über die Abwicklung bis zur Logistik soll die Zufriedenheit der Kunden garantieren. In allen Bereichen verfolgt das Unternehmen nach eigenen Aussagen eine Null-Fehler-Strategie. Vanessa Ebert